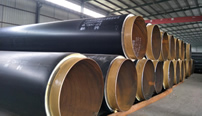
随着我国北方冬季采暖地区的预制直埋保温管的实行,聚乙烯外护管的工业规模和生产得到了发展。高密度聚乙烯(HDPE)外保护管主要用于预制直埋式保温管的外保护防腐。它具有强度良好的韧性,阻遏老化性,耐环境应力开裂性,并具有良好的保温性能。
由于高密度聚乙烯外保护管的生产工艺相对简单,虽然制造商很多,但质量参差不齐。主要问题如下:聚乙烯外护管的薄壁,低密度和不合格的强度容易造成保温层损坏;如果不进行电晕处理等,则外护管与保温层的粘接强度低,完整性差。本文讨论了影响聚乙烯外护管的因素。
1.生产设备 聚乙烯外护管的生产设备主要包括空气压缩机和密封机。塑料挤出机加工热塑性产品或半成品,以恒定速度从塑料挤出机的头部拉出聚乙烯外护管。 2加工 使用塑料挤出机将聚乙烯加工成外护管,通常分为三个阶段:塑化,模具成型和固化。预处理后,原料通过进料装置进入塑料挤出机料斗。然后在适当的料筒加热温度和螺杆速度下将原料塑化并均匀挤出,在将熔融原料粘附到固定直径套筒中的配备有密封机和电晕装置的导管之后,以均匀的速度将熔融原料拉出以形成高温管坯。当高温管坯在冷却箱中冷却时,使用空气压缩机将其充气到管中,并使用密封剂密封管端以维持管中的气压,根据长度要求,将完成的外护管切成管段。
影响聚乙烯外护管产品质量的2个因素: (1)原料预处理时间 聚乙烯是一种非吸收性材料,通常水分低,在生产中,我们使用塑料混合器加热和干燥原材料,用30kg塑料搅拌机加工原料,研究了原料预处理时间对产品质量的影响。预处理的时间延长,就可以使炭黑分布均匀,还可以干燥原材料,避免失水。然而,当预处理时间过长时,随着原料温度的升高,聚乙烯容易降解,这将不利地影响产品的机械性能,预处理时间不应大于20分钟。 (2)挤出成型温度 合理的挤出成型温度是原材料塑化和塑料熔体流动的条件。它决定了挤出成型过程中原材料可塑性的质量,挤出机的温度通常从机身的进料部上升到挤出部,并且原料从固态逐渐熔融成玻璃态的粘性流动态。
以上就是影响聚乙烯外护管质量的因素解释,希望对您有帮助! |